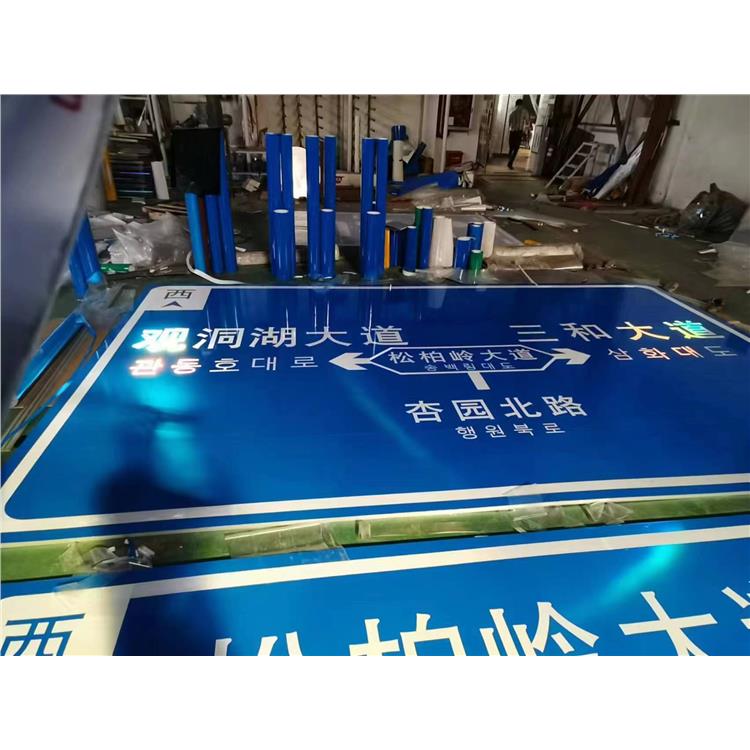
���ϺϽ��߹��м���---����
�ⶫ���ùεIJ����ˣ���ͭ�����ùζ��ˣ������ù��ε����˶���Σ����ҷdz�ʡ��
�������Ƥ�ӣ���ɵ�Ƥ���ף����������ز伸�±���Ч�������
�Ҽǵ��Ҵιε�ʱ��С�������ģ��������֣�ʦ������˵������۾����ϹΣ���˼����ô�ζ�����������ĺǺ�
���ϺϽ������ö�������Ҫ����һ��
5�����һ��
���ֽ������ֻ����˾ͻ���ĥ��ĥ�����ڽϴ�İ�ȫ���գ�����Ҫ����
�������ĥ��ʲôԭ��
���Ź�ҵ�ķ�չ���������Ѹ���������������������ĥ������Ĺ���ҲԽ��Խ�࣬�������ѹ�Լ�������Ĵ��ڶԵ�����ߵ�ʹ���������зdz�����ƻ��ԡ���ô�����ڵ�������������У���Ҫ�������ĥ���ԭ�������������һ������ĥ��ԭ�������
1������飺
��ȥ���ǰ�����ϸǺ�������ڿ�����������Ŀ�϶���Ƿ��д����İ��ϺϽ���Ƭ������������飬���������Ƿ����ˣ��߽�������������߲���İ��ϺϽ��Ƿ����ĥ��
2��ԭ�������
�������߲��������Ӵ�Ħ������������϶��ǵ��������β���ܶ������ϺϽ�ĥ����ˡ�
3����е����ԭ�����:
һ��ԭ�����������ٻ�����������ܶ������ڶ���ԭ����������������������ġ�
4����������ԭ�����:
��������Ӱ���������ߴܶ������ؾ��Ǵ��������ڿ�ͣ��ʱ���غ϶������������ܶ���
�������������ϺϽ����߹����Ľ����
������֪�����ϺϽ����֯�ص��ǡ�������������Ͼ��ȷֲ���Ӳ���ʵ㣬�������ʹ�Ͻ���зdz��õ�Ƕ���ԡ�˳Ӧ�ԺͿ�ҧ���ԣ�����ĥ�Ϻ��γ��������ڰ���Ӳ�ʵ�����ʹ������֮���γ�С��϶����Ϊ���Ϳռ������ͨ���������ڼ�Ħ;����Ӳ�ʵ���֧�����ã������ڳ��ء����ϺϽ�����컬������⣬�����ʵ�����ǿ�ȵͣ�������˿�����Ϳ�ڸֵȻ������Ƴ�����ʹ�á���ô������û���Ҫ���������������������ϺϽ�������Ҫ����Щע��������?���滪�պϽ�˾�ͽ�������ֻ���ʵ�ʰ������������ϸ����һ�¡�
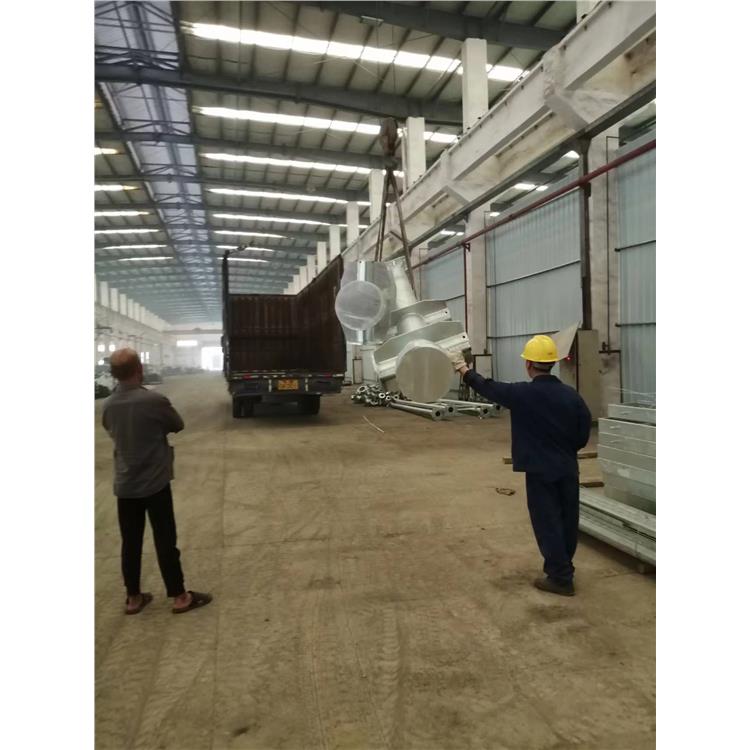
�����ֻ���Ӧ����ʯ�ͼӹ���ҵ���ѻ�װ�õĹؼ������豸����������������ֻ��Ĺؼ������������ܵĺû�ֱ��Ӱ���������ֻ��ܷ�ȫƽ�ȵ����С��ڹ���״̬�¸�����ת������ʹ��г����Žϴ�ļ���������ѹ�������غɵ����ã��临�ӵ�����״̬������Ĺ�������Ҫ����еĺϽ�����������õĵ����Ժ���ĥ�ԣ�������֯���ܡ�
���ϺϽ��������õĹ������ܶ����㷺Ӧ���ڻ���������ߵĺϽ�㣬 �����ֻ���о���������ZChSnSb11-6(���ϺϽ���Ϊ�Ͻ�㣬���������Ľ����������������Ľ���ι̶ȣ���֤������������ԣ�Ϊ���������ơ������������ѿǵ�����ȱ�ݣ����ݺ��ϻ��պϽ��������˾��������ʵ�����飬���������ϺϽ���ǰ������������������꾡���ܣ��Թ���պϽ��û������ϺϽ���ҵ����С���Ҳο���
һ�����ϺϽ�������ļӹ������ۺ�ȥ���
���ϺϽ�������ļӹ������ۺ�ȥ��������ߵĽ������չ������Ǽ���ؼ�����Ҫ�ġ�ͼ�����Ҫ�����ߵĻ������Ϊ15�Ÿ֣��ӹ�ʱ�ڿ���β�۱���ֲڶȴﵽ3.2˿��������ֲڶȽϲ���������Ժ�һЩ����Ӱ����������ϺϽ�Ľ���������Ĺ�������������������Ĥ���ȡ��ι̵ظ�����������֮�ϣ����Ҽ������ڰ��ϺϽ�Һ������Ĥ�㼰����ľ��ȡ��ι̽�ϣ�ʹ���������ʵ�ʹ��������»�����˫�����Ͻ�㲻���������˶���Ҳ�������˫�����Ͻ������Ѻ����������������˲��ü�ϴ���ۡ���ϴ������ͷ�ˮ�н��������������塣
�������ϺϽ���ǰ�Ĺ�������
һ����ϺϽ�ֱ�ӽ��������߱��棬���Dz��ô�����Ϊ���ɲ㣬���ϺϽ���������֮��Ľ������ȫ�������������֮��Ľ��ǿ������֤�������ߺϽ�������Ĺؼ�������ߴ�������������Ľ��ǿ�ȣ����Խ���ǰ�Ĺ��������Ƿdz���Ҫ�ġ�Ϊ���ڹ��������ɾ�������Ӧ����Ԥ�ȣ��Է�ֹ���²����������ϴ��Ӧ�����У��������䰲ȫ�ȶ��ع��������������۵�Ϊ232���϶ȣ����Ի����Ԥ���¶�Ӧ������230��280���϶�֮�䡣����ǰΪ�������߱������������������ӦͿ�����ۼ������ۼ����ú��Ȼ�淋Ļ��Һ���仯ѧ����ǿ�����ȶ��Ժã�����Ч��ȥ�����߱��������Ĥ��ʹ���������ι̵ؽ�ϡ������¶ȿ�����350���϶�����Ϊ�ˣ���̫�ͣ���Һ�ۻ�����֣������Բ��ã���ɹ��������ȡ�����ȫ���ᵼ�½������������ϺϽ��ϲ���;��̫�ߣ������²�̫���ײ���Ӧ�����У�������Һ��������������ʱ�䲻��̫�̣�һ��Ϊ15min����Ϊ�ˣ�������Ҫ����������Ķ��������������ή�Ͱ��ϺϽ��������Ľ������
������
�������ϺϽ��������������ܹ�����������̶�(ȥ�⡢ȥ�͡�ȥ��)Ӱ���⣬Ҳ��������ʺϳ̶�������ء����⣬���ڵ�ǰ���ϺϽ���ҵ�����������ӣ��ܶ�С�ĺϽҲ�ȡ͵�����ϵ��ֶν����˰��ϺϽ�����ܣ����У����պϽ�˾���ѹ���û�ҲӦ��ע��Ͻ�Ʒ�ƺͳ��ҵ�ѡ��
���Ͼ����йؽ������������ϺϽ�������Ҫע������ϣ�����ͻ��ͼ���ͬ��������ѧϰ���˽⣬�Բ�����ߺϽ����ӹ���һ�ν���ϸ��ʡ�
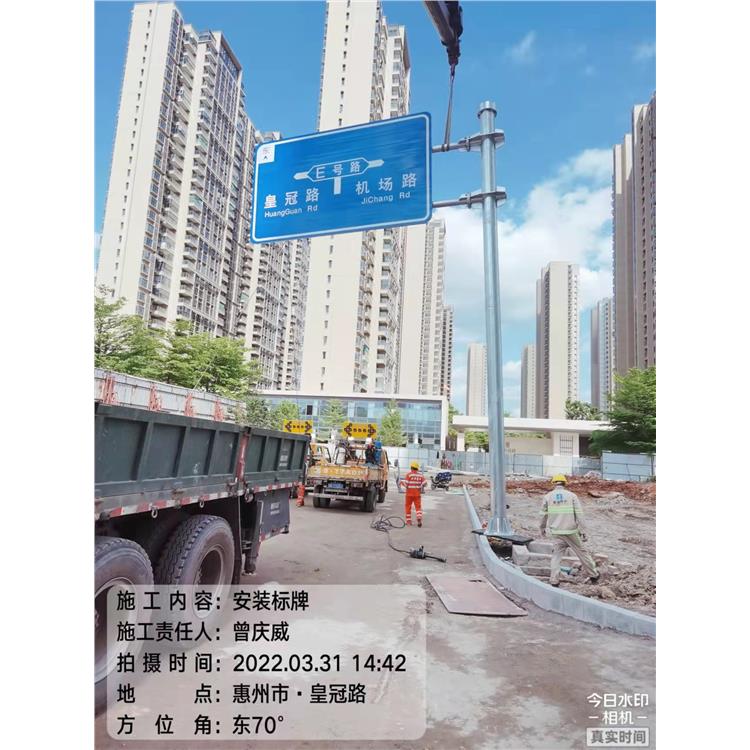
�����������߰��ϺϽ��Ļ�е�ӹ�
��������ͭ�Ͻ������������ӹ��Ƴɵģ�Ϊ�����������ĥ���ܣ��������ߵ��ڱ��潽עһ����ϺϽ𣬽�ע���ٽ��л�е�ӹ�����ע���ߵķ���һ�������Ľ�ע���;�ֹ��ע�����֡�Ϊ����ʹ���ϺϽ����ι̵ظ��������ߵ��ڱ��棬����Ҫ��һ����ȷ�Ľ�ע���ա�
1�����߽�ע����
���ϺϽ����ߵĽ�ע���չ��̷�Ϊ��̥����ϴ����̥�ı������������Ͻ���������ע5������
1.1 ��̥����ϴ
����������̥���������½�ע���Ѻ�����������̥�������밴���²��������ϴ��
(1)������̥�ƶ���ǰ������ж�������������飬�緢���������ۣ���������������ɲ���Ũ��Ϊ8-12%�Ľ���ˢϴ���⣬��ϴ���ٽ���70-80�����ˮ����ϴ��������佽ע�����̥���棬ȷ����������ۼ�����Ϊ�ϸ�
(2��������̥����ǰ������������̥���������ۻ����������������Һ��ϴ���û�е�ӹ����õ�¯���ȵȷ���ȥ�ۣ�ȷ������������ࡣ
(3)�������ı����ڶ���ǰӦ���ȵ�Ϳһ�㣬��ֹ������
���������½�ע�����ߣ���̥��ϴ���������²�����С�
(1��ȥ������ɺϽ𣺸�������Ĵ�Сѡ����ʵĺ�ǹ���������棬���ȵĴ����屳�����ȵ�200�����ң����û���ѾɺϽ�ֱ�ӿ��������ӱ������ȼ��ȵ�Ŀ����Ҫ�Ƿ�ֹ�������ȱ��Ρ�
(2������ɺϽ��������������ϵ�ʣ��Ͻ�����ǰ�������ø�˿��������壬ֱ������������ı�����ࡢ����Ϊֹ��
(3��������ȣ���100�棩�����������������Ϳһ�㱥�ͣ���ֹ������Ϳ��Ӧ����������
1.2��̥�ı���
(1����ʯ����½������ϵĹ��տף���ֹ����ʱ��Һ�ͽ�עʱ�Ͻ�Һ���롣
(2���������ı���Ϳһ����ȵı����������������Բ���ʯī��+ˮ+ˮ����,��������1:1:1���䷽��
1.3����
������ϴ������������ɺ�Ӧ���������������ķ������Բ�������ͿĨ�����˷����ײ�������������������¡�
(1����������¯�ڼ��Ȼ��ú�ǹ�����屳�����ȼ��ȵ�300-350�棨��ʱ�����½�ע�������ϵIJ���Ͻ����״̬�����������ڻ���ĺ濾��Ϳ�ڹ����IJ�λ������ëˢմ������ҺˢͿ����������档
(2�����������������õ�����Ӧ���Ǿ��ȵ�����ɫ���棬����Ӧ��������������IJ�λ������������ֱ���ϸ�Ϊֹ���������ϸ�IJ��ܽ�ע��
1.4�Ͻ�����
(1���������ײ���һ������ľ̿��������Ԥ�ȵ�200�����ҡ�
(2������Ͻ����������������ڣ����Ͻ�ȫ���ۻ����������������
(3��������420
10�淶Χ�ڣ�������ˮ�Ȼ�什��о����������Ȼ�淋�����Ϊ�Ͻ�Һ��0.1-0.15%�����������ע����ÿ��1Сʱ����һ�Ρ�
(4����עǰ�����Ƚ���Ͻ�Һ5���ӣ�Ȼ�������
1.5��ע
��ע�о�ֹ��ע�����Ľ�ע���ַ�����
��עǰ������Ԥ�ȣ�Ԥ���¶ȼ���1 ��
��1
��� Ԥ�ȹ�������
Ԥ���¶ȣ��棩
1 ���蹤�� 150-200
2 ���� 250-300
3 ��ע������ģ�� ��60
4 ���Ľ�ע�ļоߡ�ʯ��ͽ��� 150-200
5 ��ֹ��ע��̥�� 320
6 ��ֹ��ע��ʯ��� 280
1.5.1��ֹ��ע
(1�����ݽ�ע�����ߵijߴ��С��ѡ����ʵĹ�װ���ڽྻ�������ƽ̨�ϣ�����Ԥ�ȹ���ʯ�ް塣
(2��Ѹ�ٽ��ն��������ϸ������ƽ�ȵط����ھ�Ԥ�ȵ�ʯ�ް��ϣ�Ҫʹ�������¶�����ȫ�Ӵ�ʯ�ް壬�����ܻ�
(3�����ȼӹ��Ľ���о������о��Ԥ���¶�300
10�棩ƽ�ȵط������ע�������ڣ�������ʹ���ߵ���Բ�����о����Բ֮��ļ�϶����һ�£��ұ�֤���㹻�ļӹ�������
(4����ר�ù�װ������̣�����ɳ�ӻ�ʯ��������Χ�кã���ֹ�ܻ�
(5�����ϼ�������Ӧ��5��������ɣ���֤���ڽ�עǰ�¶Ȳ�����280�棬������Ҫ���¶�����
(6����עʱ������Һ��Ҫ�̶����ȡ���������̥��Բ���ƶ���
(7���ڽ�ע�����У���Ԥ�ȹ��Ľ����������Բ�ܴ�ֱ�����������ںϽ�Һ�е������ϸ��������ų��ͺϽ�������е�豸��
(8������кϽ�ȫ�������Ӧ����̥��Բ��ˮ��ȴ��ͬʱ����������ú�ǹ�濾�Ͻ�Һ�Ϻ����̵IJ�λ����֤����¶���˳�����̣��Է������ϲ���ǰ���̡�
(9���Ͻ���ȫ���̣��¶Ƚ���204�����º�ֹͣ��ˮ�������̥�ߣ����������ɾ��������100�����ҵ�¯�У�������ȴ�����¡�
1.5.2���Ľ�ע
(1)
������Ļ����丨���豸�����Ƿ����á�����������ת1-2���ӣ��۲��������Ƿ�������
(2����������Ԥ�ȹ��ļо߷����������Ӷ�����֮�䣬����˨���̣���װ�����Ļ��ϡ���鿨������������϶������У�Ӧ����ʯ��¡�
(3������������е�ҪѸ�٣���֤�����ڽ�עǰ�¶Ȳ�����280�棬������Ҫ���¶�����
(4���Ͻ�ע�¶�Ϊ420
10�档
(5�����������ھ�ѡ�����Ľ�ע���ı��ٵȼ���
�����ھ� ���Ļ����ٱ� ���Ļ�ת�٣�r/min��
50��d��100 1.6 900
100��d��220 2.6 554
220��d��350 3.6 400
(6����װ�������������Ļ��������涨ת�ٺ��붨���ĺϽ���Һ���Ͻ���Һע��ʱҪƽ�ȡ����ȡ�������
(7���ڽ�ע�Ͻ���ȫ�������ͣ�����������������ˮ��ȴ�����¶Ƚ���150-200������ʱ��ֹͣ��ˮ���ػ���
(8��С��ж�����ߣ��������100�����ҵ�¯�У�������ȴ�����¡�
2������
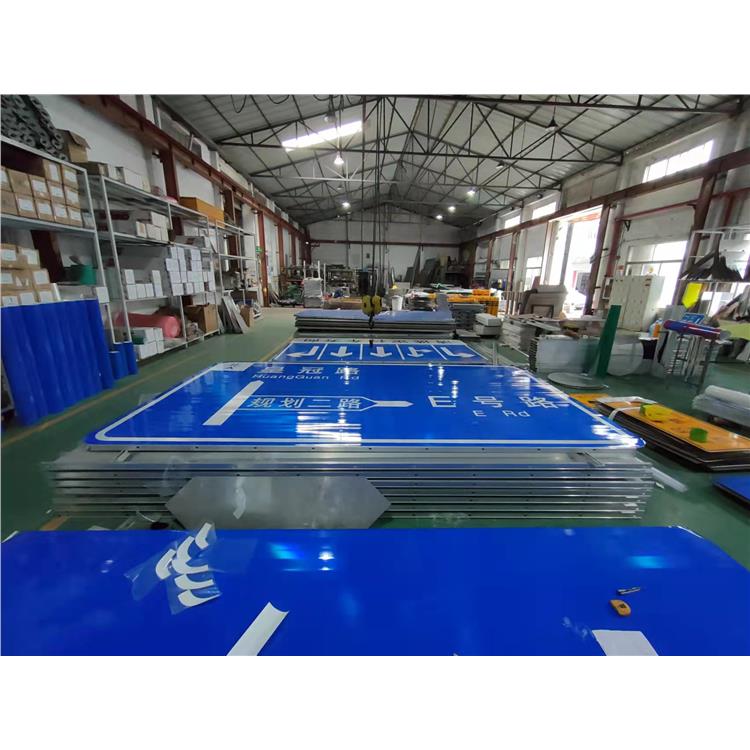
���Ͻ�ע���������������ʵ����֤���˷����ڼ����Ͽ��У��ھ����Ϻ���������Ͷ���٣���עЧ���ã���ע������ֵ���ƹ���ص㡣
���Խ������ϵ����ߵļ�������ЩҪ��
���ڵ��Խ��������ߵļ��ޣ������ð��ϺϽ��ߵļ�������Ȼ�Dz��еģ����ڸ��ֹ��ڵ��Խ��������ߵĽ����У������������Ҳ�Ƿ�����̸����˱��߸���ʵ�ʼ����鼰������ϣ���ϸ�ضԼ�����������������
1�����Խ��������������е�ע������
���Խ��������߱����Ͻ��κ���ĥ������ǰӦ������ɨ�ɾ���������ϻ�װǰ������������Ϳ�ϸɾ���ƽ�ͣ��ڲ�װ�����з�ֹ���˼���ײ��
2�����Խ�����������������
1�����Խ���������������ǰӦ�߱��������������Ͳ����������ꡢ������ȴ���Ѳ����ˮ�ַ����ת������������ת�Ƶ���բ�ϣ������߲���Ԫ���Ѳ����
2����������ߵ��飬����ר�õ�����������������������ר�õ����ϣ��ó���ˮ�Ҵ���������ɨ�ɾ���
3�����Խ������������������飺����⻬���߱���ֲڶ�ΪRal.6���������ƣ����ϲ����������ֲ��Լ����Ե����ף�������ͱ���ã����ϲ���������߽��Ӧ��ʵ���ι̣��ֲ��ն����ѿǺͽ�ϲ���ȱ�ݲ�Ӧ������صĹ涨�����ϲ������ߵ��������ѿǺ�ȱ�������ܱ߾������롣
4�����滮�ۼ�飺��������¼���滮�۵���ȡ������Լ��ֲ���������0.20mm���Ȳ�����50mm�ı��滮��ÿ�������ϲ�����1����������ˮƽ������Ȳ�����0.05mm����Ե���ֳ��Ȳ�����20mm������ˮƽ����֮����벻С��3.5mm��������������������15%��
5����������ȱ�ݴ����ɼ������У��������ͭ˿��¶����ƽͷ��Բͷ�����ܽ����������룬�ҵ��ڹ�����1mm���µģ�����Ӳ��Ƕ�ڱ��棬ȡ����δ�������ϲ㣬��ֱ��С��2mm�ġ�
6������ĥ���飺
�����������Ȧ��������ĥ���飺����������ϵ�����Ȧ��ĥ��״������������ͱ��ؾ�����ȿ���3��ͬ��Բ��ÿ��ͬ��Բ���ĸ�ͬ��Բ��ɣ�ÿ��Բ���̵�������0.05mm������Ȧ��0.05mm������Ȧ0.20mm���������ü�¼��
����������Ȧ�����ߵ�ĥ���飺����ȳ����������ܲ������浽����ĸ߶ȣ���������ÿ�߸������㣩������Ƹ߶���Ȳ����ü�¼������ĥ������������3000h��ĥ����Ӧ������0.10mm���Ժ�ÿ5�겻����0.10mm��
7���������߽Ӵ����鼰��������Ҫ������߸���������δ�Ӻ���ʱ���Ӵ���ļ�϶��0.03mm�����ͨ����Ϊ���������Ӵ����в�ƽ������ת�����������Ӵ�����0.02mm�����ͨ����Ϊ���������ﲻ��������Ӧ��ĥ�Ӵ��棬��ĥ��Ϻ�Ӵ�������Ӧ�ﵽ1��cm²��
8�������Ϻ��ó���ˮ�Ҵ��������Լ��������нӴ�����ɨ�ɾ�����������Ĩ�ϸɾ���ƽ�ͣ�����װ�ز�װ�õ��顣
��ν������ϺϽ���Ҫʲô��ѧ����
1����¯����ʯī�����ۻ����ϺϽ�
2������¯��
3��Ԥ��¯������ǰ���Ѿ�����������м��ȵ����ʵ��¶ȡ�
��кϽ�Ľ����������µķ����Ͳ��裺
1��
������:(ע�����Լ�ȥ���ۣ����Լ�ȥ������)
2��
����Ǿ��ᣬ������������������ƻ�ʹ�Ͻ����䣬���ø�˿ˢ��ε�������ĺϽ�ȥ��������Ĩ��������
3��
���������������������������������ı���Ӧ������ɫ�����н�ƻ��ɫ��������ʱ��Ӧ��30%��ˮ��Һ��ϴ�����ø�˿ˢ���⡣
4��
��һ��ȥ���ۣ�������1��ͬ����ˮ�η���飬��ˮ�������Ϻ�ˮ��Ӧ������ɢ�������κξۼ���
5��
����������ϴ����ᣬ����һ�����Ա㽽����кϽ�ʱ������Ͻ�ճ���ι̡�
6���������������Ӧ����������кϽ𡣽��������Ľ������ֹ�������
7��
������顣